
Cable Solutions for Automotive Manufacturing Plants

Automotive manufacturing has changed dramatically over the past several years, driven largely by the shift in production from gasoline to electric-powered vehicles. In 2021, almost 80 million motor vehicles were produced worldwide, which is an increase of around 3 percent, compared with the previous year. Globally, China, Japan and Germany were the largest producers of cars and commercial vehicles in 2020. In the US, the automotive industry is one of the cornerstones of the manufacturing sector, employing just under 10 million people in 2022. In 2021 there were 9.2 million vehicles produced in the US and the total value of the US automotive manufacturing market in 2022 was $100.9 billion.
With the adoption of Industry 4.0 and the integration of needed technology, cables must be able to support increasing data utilization, control processes, security and energy needs within the automotive factory. It is vital that cable manufacturers work alongside the automotive manufacturers, including their tiered suppliers, as well as the machine builders and the manufacturing plant’s integrators and contractors to stay on top of the latest manufacturing technologies in order to develop cabling solutions that are both innovative and economical, and allows them to be used in all areas of the production process.
There are many factors that drive the specifications for the cables used on an automotive factory floor, including industry guidelines like the National Electric Code (NEC), the environment that cables are exposed to, and the performance requirements of the cables.
Proper Approvals for Cabling
For most US automotive manufacturing factories the wiring found within machines and the throughout the plant’s infrastructure needs to comply with the NEC. Portable cord (Type S, SO, SEO) and tray cable (Type TC, TC-ER) are two of the most common options. Portable cords are typically chosen for their flexibility and resistance to a wide range of oils and solvents commonly found in production areas. While it is a versatile cable that can be used in many areas of the factory floor, a portable cord is rated by the NEC as a service cord and not intended for permanent installation.Tray cables are commonly used throughout the automotive factory floor, delivering power and data to all areas of the plant. To be installed in a tray, cables must have at minimum the UL 1277 approval (Type TC). Unlike portable cord, which is only required to pass the FT1 flame test, tray cable requires the use of more flame-retardant materials in their insulation compounds in order to pass the more stringent requirements of the FT4 flame test. Tray cables can also be constructed to undergo further testing to receive an exposed run (TC-ER) rating, which allows the cable to exit the tray and route directly to the device, eliminating the need for a transition cable. This is an important feature because it provides a flexible solution for plant floor changes and the reconfiguration of manufacturing cells. These cables are UL/CSA approved and have heavy-duty PVC or TPE jackets that are silicone free and resistant to a variety of chemicals and oils. Tray cables typically range from 300V – power-limited tray cable (PLTC) or instrumentation tray cable (ITC) – to 600V (TC and TC-ER ratings). Some tray cables can be suitable for 1,000V applications if they have been approved for UL 2277 (flexible motor power supply).
-

Cables used in the assembly portion of the plant might not be able to be used in the paint booth if they contain silicone.
-
Cables used in the assembly portion of the plant might not be able to be used in the paint booth if they contain silicone.
Cable Environment Considerations
In typical production facilities, there are four main types of facility layouts: process, product, fixed-position and cellular. The process layout arranges workflow around the production process. All workers performing similar tasks are grouped together. Products pass from one workstation to another, but not necessarily to every workstation. The type of assembly line that is most utilized in the automotive industry is the S-line. It is created by using multiple I-lines that are arranged in such a way as to create the S shape. When utilized in large plants, it can easily be longer than a mile. By utilizing this shape, logistics and material transport are not wasted, and it fits much easier into the plant.
Each area has different cabling requirements. For example, in the assembly area standard PVC cables are suitable as exposure to chemicals and solvents is typically low, but cable flexibility remains important. Conversely, robotic body welding cells require cables that are resistant to weld spatter and often have higher temperature requirements. Thermoplastic elastomer jackets (TPE) and other synthetic rubber blends are commonly used as they are also resistant to a variety of oils and fluids common to these areas.
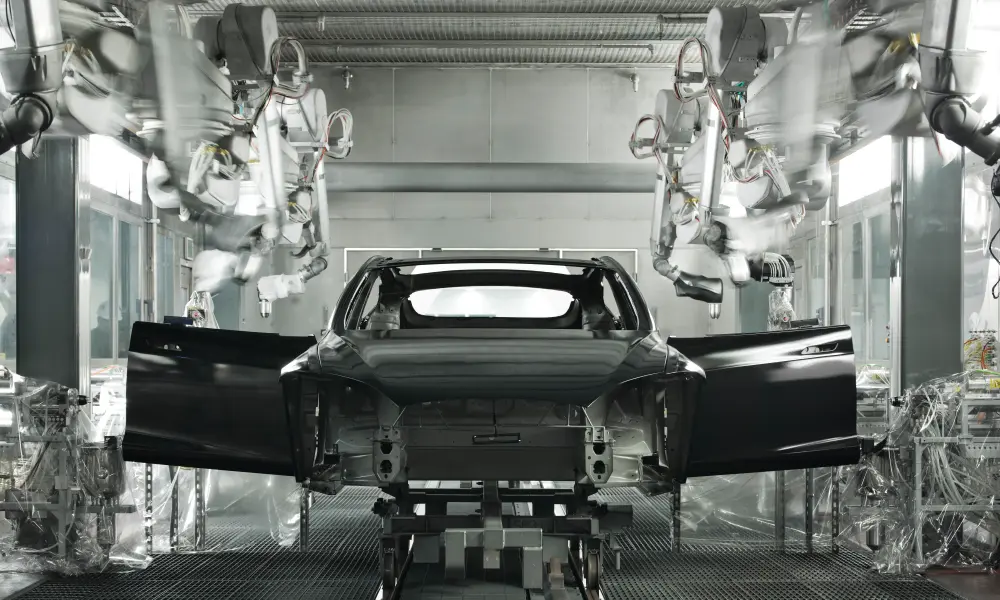
Paint booths have some of the most stringent requirements for cables such as a silicone-free design as well as needing NEC approvals for Class 1 Division 1 or Division 2 depending on the application point in the painting process. Silicone in materials of any kind including wire insulation can bleed onto surfaces and cause paint defects such as interfering with the adhesive properties of the paint as it dries, i.e. the paint runs because it won’t stick to the body panels. The cables in the paint booth must often be continuous-flex rated for use in lifts and chassis carriers that navigate the cars through the painting process.
-

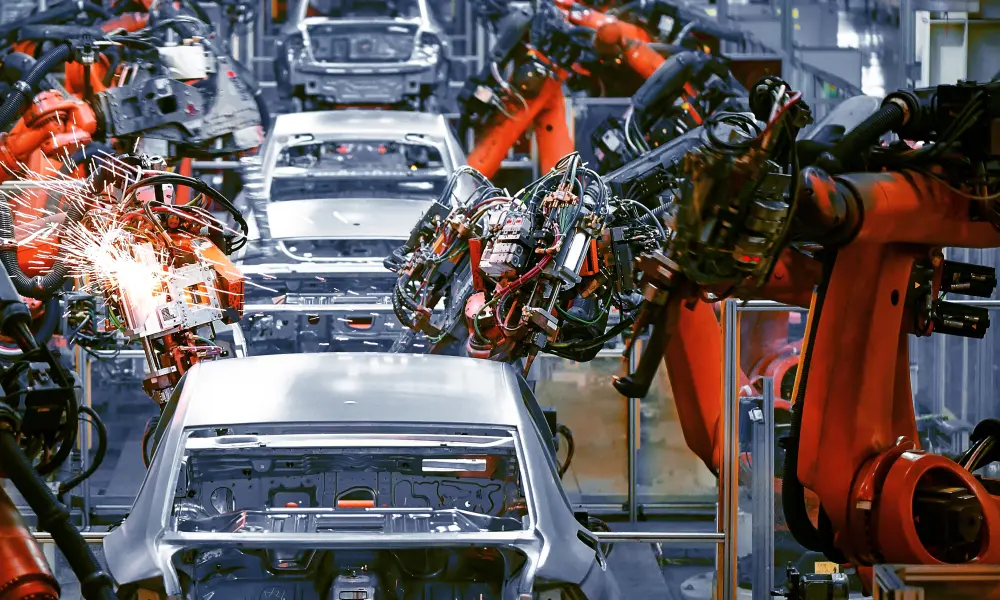
Automotive manufacturing processes utilize a combination of fixed automation - stamping equipment - as well as programmable automation - welding robots.
-
Automotive manufacturing processes utilize a combination of fixed automation - stamping equipment - as well as programmable automation - welding robots.
Performance Requirements
In conjunction with environmental considerations, a cable’s performance requirements are an equally important factor to consider when determining the correct options.
Automotive manufacturing processes utilize a combination of fixed automation as well as programmable automation. A typical factory floor contains a wide variety of motors, drives, encoders and vision systems that have specific cabling requirements. Selecting the proper motor and VFD cables is based on factors like application temperature, motor horsepower, and operating voltage. In order to route through and terminate in tight spaces, it is critical that VFD and motor cables be extra flexible even when sizes reach 500 kcmil to handle heavy-duty power requirements. VFD and motor cables should also be constructed using some sort of shield, such as a tinned copper braid, foil or both, to address noise and electrical interference issues. Given the long distances between the control panel and the machine itself, it’s advised to use conductor insulation made from cross-linked polyethylene (XLPE), which does not degrade or melt under the higher heat related to the increased ampacity of inrush and lock rotor currents associated with motors, and handles voltage spikes and reflective wave voltage better than standard PVC or PVC/nylon insulation.
Robots are used extensively in automotive manufacturing in a variety of cells including painting, welding, assembly and material handling. The cables needed to power and control the robots must meet the most stringent requirements for continuous twisting and flexing, as well as resistance to a variety of oils, chemicals and molten materials.
In addition to robots on the manufacturing floor, there are many other continuously moving machines and components that require special cabling solutions. Examples include machining transfer lines, car carriers, conveyors, lifts, gantry cranes and part movers. A cable track, or energy chain, is a guidance and protection system that secures cables and hoses to keep them separated and allows movement around automated machinery. Specifying the proper cables that meet continuous-flexing requirements is critical because using the wrong cable design can cause cable breakdowns within weeks or months that lead to costly downtime while waiting for repair.
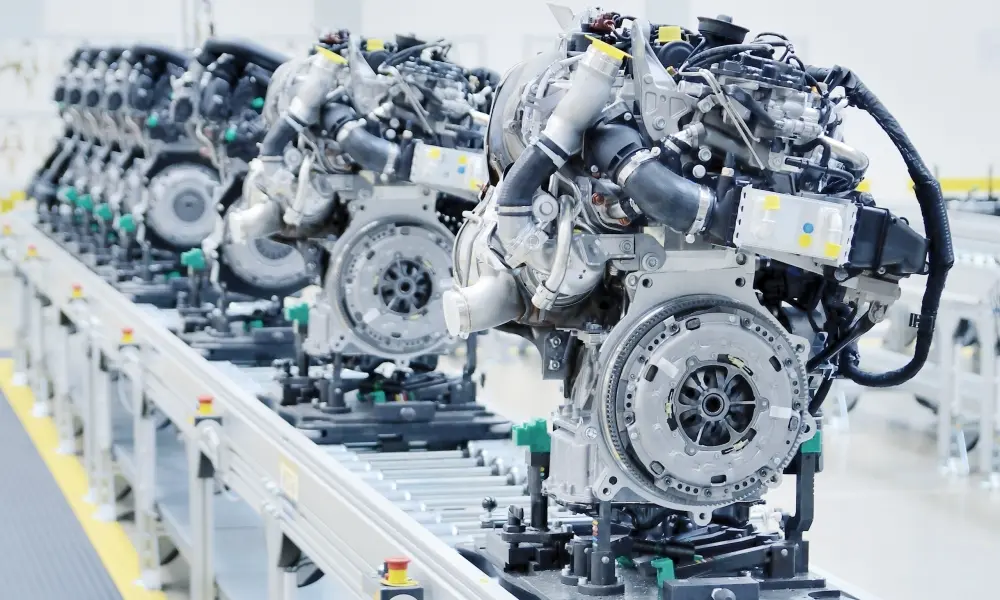
Engines moving on a conveyor line using both power and data cables to ensure the car’s power plant arrives when it is needed on the assembly line.
Don’t Forget About Data Cables
Automotive production lines have used computer-controlled equipment for many years. The introduction of the Internet of Things (IoT) has created the ability for manufacturing equipment to capture large amounts of real-time data. However, this requires a robust operational technology (OT) network to transport that data from the factory floor to the data center’s IT network. To integrate with the existing control equipment such as programmable logic controllers or PLCs, the OT network must tolerate the harsh environment of the factory floor. Industrial applications continue to migrate toward more open and familiar architecture interfaces like Ethernet to replace various serial bus protocols. As such, the increasing need for more data, such as those in vision systems, is driving the use of Category 6A copper cables as well as fiber optic cabling to replace old technology like Category 5-rated cables.
HELUKABEL has been the leading manufacturer of rugged cable solutions for the industrial sector – including the automotive industry – since 1978. We will continue to develop cable solutions to remain at the forefront of technological advancement within the automotive industry and continue to provide a breadth of products that gives us the unique capability to be a one-stop source for electrical connection technology.
ARTICLE DOWNLOAD
Click here to view this article in our digital download centre.